Why Water-Grade Activated Carbon Plants Are a Strong Investment
Demand for high-quality activated carbon for drinking water and industrial water treatment is rising worldwide, driven by strict environmental standards and growing focus on safe water supplies. Activated carbon effectively removes chlorine, organic pollutants, odor, color, and heavy metals, making it indispensable for municipal water systems, filtration factories, and environmental projects. A dedicated production plant using agricultural wastes like olive pomace, olive pits, or coconut shells turns low-cost residues into high-value water-grade products, with stable demand and strong profit potential.
Key Product Specifications for Water Treatment
Successful plants focus on consistent, certified quality. For drinking-water-grade activated carbon, core indicators include:
- Iodine value: ≥1000 mg/g
- BET surface area: 900–1500 m²/g
- Moisture: ≤5%
- Ash content: ≤8%
- Hardness: ≥95%
- Particle size: customizable (0.8–32 mesh)
- Neutral pH and low heavy metals to meet drinking-water standardsThese parameters ensure strong adsorption performance and compliance with global water treatment regulations.
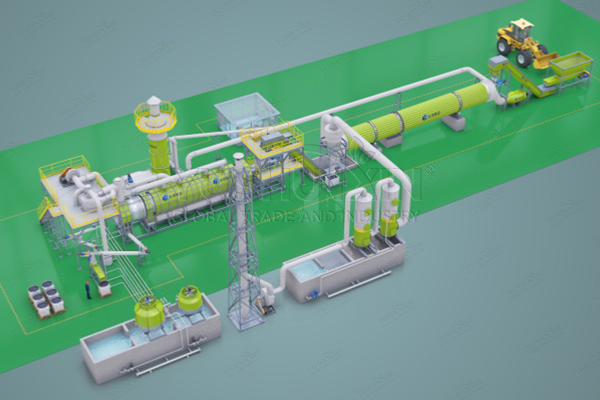
Complete Production Line for Water-Grade Activated Carbon
A full continuous line includes eight integrated modules designed for stability and purity:
- Raw material handling: Feeding, crushing, and screening to uniform size.
- Drying system: Reduce moisture below 15% for stable carbonization.
- Carbonization furnace: Convert biomass into char under oxygen-limited conditions.
- Gas recovery & treatment: Recycle pyrolysis gas for energy to lower fuel use.
- Steam activation system: The core step to develop rich pore structure at 800–1050°C.
- Cooling & dust collection: Cyclone and bag filters ensure clean, safe operation.
- Washing & neutralization: HCl, NaOH, and rinsing remove ash and achieve neutral pH.
- Final drying, screening, and packaging: 1-ton bulk bags or 10–25 kg small bags for market flexibility.This full process ensures high yield, consistent quality, and environmental compliance.
Environmental, Safety & Operational Compliance
Modern plants meet strict emissions and safety rules. Dust collection systems reach over 99% efficiency. Wastewater is treated to remove acids and salts before discharge. Explosion protection, gas monitoring, and fire safety are built into the layout. The line runs continuously 24 hours a day, with automated controls for temperature, residence time, and steam flow to stabilize product performance and reduce labor costs.
Profit Model & Market Advantage
Water-grade activated carbon carries stable pricing and long-term contracts. Key buyers include municipal water plants, filter manufacturers, engineering firms, and export traders. Using agricultural waste lowers raw material costs while supporting circular economy goals. Energy self-sufficiency from recycled pyrolysis gas further improves margins. Medium-scale plants of 3000–5000 tons per year offer fast returns and strong cash flow.
Start Smart, Scale Steadily
Begin with a fully continuous, automated line to ensure quality and efficiency. Partner with suppliers that provide PFD drawings, equipment lists, mass and energy balance, and full commissioning. Prioritize systems that support flexible raw materials and stable utility consumption.
With the right plant design and clear market focus, water-treatment activated carbon production becomes a sustainable, high-return business supporting global clean water initiatives.
Leave a Reply